")
The year was 2010, and nobody knew how this new ‘3D laser welder’ would revolutionize the welding world. That is nobody except for people like Jay Reddick, Estes’ Laser Welding Development Manager.
After 18 months of self-training and R&D, Jay and his team figured out the best way to utilize and integrate the laser welder into their processes and saw production time drop dramatically for projects.
As Jay said, if Estes couldn’t make the laser welder work for their needs, there was no reason to keep it around. It’s still heavily utilized today, and Estes is your go-to shop for high-quality sheet metal products at revolutionary speeds.
In fact, Estes’ 3D laser welding is now cutting fabrication times by as much as 93 percent. But that’s not all Estes does in the world of welding. TIG, MIG, and spot welding are on the list too.
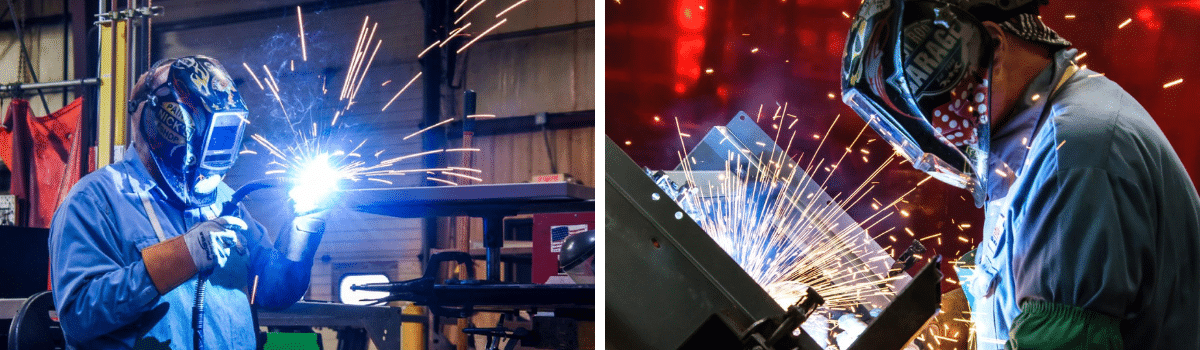
It All Begins With TIG Welding
Garrett Scobie is a two-year sheet metal welder at Estes. Working primarily with MIG and TIG welding applications, Garrett wears other welding hats, too. But what are TIG and MIG welding, and what part do they play in his everyday work?
TIG welding stands for Tungsten Inert Gas welding. Essentially, the operator holds in one hand a torch with a tungsten electrode (Tungsten withstands high temps and cools quickly) on the end that heats the metal to be welded. The torch also releases an inert gas, usually Helium or Argon. This gas protects the “puddle” of molten metal from contaminants. In his other hand is a welding rod of filler material to seal the two pieces of metal together.
TIG welding works very well with sheet metal fabrication. It is an excellent choice for sheet metal or pipe welds, steel, carbon steel, or aluminum. TIG welding applications work best for finished products or surfaces and allow for minimal post-weld grinding/finishing work.
When using TIG welding exclusively for three sides of a commercial oven, Garrett says it can take up to two hours to complete the weld. That’s 12 feet of welding. And welders take great pride in needing as little finishing on their welds as possible.
MIG Welding
 Known as Metal Inert Gas welding – due to a solid wire fed into the weld area instead of the tungsten electrode in TIG welding – MIG welding is commonly used in sheet metal applications, automotive industries, and by DIYers.
Known as Metal Inert Gas welding – due to a solid wire fed into the weld area instead of the tungsten electrode in TIG welding – MIG welding is commonly used in sheet metal applications, automotive industries, and by DIYers.
The electrically-charged tip of metal wire in MIG welding completes the circuit and melts the metal to form a joint. Argon or Helium are the choices for the inert gas to keep air contaminants out of the weld.
Faster than TIG welding, MIG welds are less precise but are better for thicker materials like carbon steel, aluminum sheets, and stainless sheet metal. The excess pooling and hot metal spatter means MIG welding is best for welds that need strength but not aesthetic appeal.
Estes Marks the: Spot Welding
 Spot welding is used extensively in the automotive and sheet metal industries for its rapid, cost-efficient assembly. Spot welds are a type of resistance weld: fusing two metal pieces by applying pressure and introducing an electric current. That current generates heat passing through the metal. Spot welding is a fast, reliable method to weld when many applications are needed, and aesthetics aren’t as important.
Spot welding is used extensively in the automotive and sheet metal industries for its rapid, cost-efficient assembly. Spot welds are a type of resistance weld: fusing two metal pieces by applying pressure and introducing an electric current. That current generates heat passing through the metal. Spot welding is a fast, reliable method to weld when many applications are needed, and aesthetics aren’t as important.
Valuable in multiple manufacturing environments, spot welding requires quality control measures to ensure the proper application of current, force, and time. Without such measures, unsatisfactory spot welds could seep into the production line. At Estes, the team takes quality very seriously, and continual training helps operators create the best spot welds in sheet metal fabrication.
Enter the Prima 3D Laser Welder
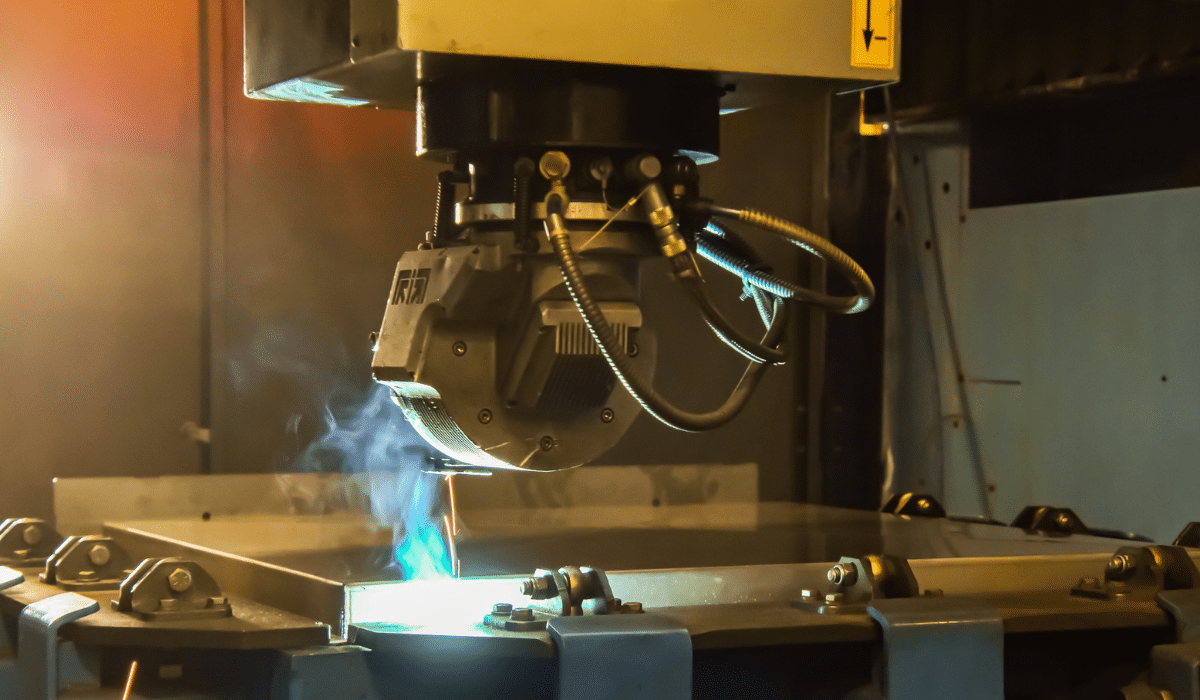
Laser welding is a fusion welding process that uses a laser beam to provide a concentrated heat source that melts the materials together. Jay says that one benefit of the robotic 3D laser welding process is creating cosmetic welds, i.e., welds that need little or no grinding afterward. This is possible because the laser is autogenous (no filler wire is added), so there is very little buildup of weld material. That means less time, and time is money. A laser welder can also perform a second class of welds called keyhole welding. Allowing the laser to burn through the top metal layer into the second layer forming a hermetic – or airtight – seal when cooled.
When Estes received their 3D laser welder 13 years ago, there was no manual guiding them on how to apply it to their business, but 18 months of learning and training themselves paid off handsomely.
The hardest part was engineering a way to hold the sheet metal in place to achieve the required tolerances (.005”). These tolerances had to be correct because the laser beam welds exactly where the operator programs it to weld. If tolerances are off, then the 3D laser welder can create a successful weld. Their efforts, motivated by the drive to make it work for their customers’ needs, led to a breakthrough in production speed and cost savings.
Garrett’s earlier two-hour estimate to complete the oven application, using TIG welding plus grinding to polish, can be reduced to 8 minutes with the 3D laser. That’s LEAN in action!
What is the Future of Welding in the Sheet Metal Fabrication Industry?
Laser welding is one of the newer applications available to fabricators and looks to continue to evolve into hand-held units already on the market. Jay says hand-held units are fine, but a larger one with human operators will remain necessary.
Estes continued commitment to quality flows from a desire to please our customers now and in the future. Investments in people, training, and new technology are essential to our focus. To this end, we’ve continued to invest back into the company with such new technologies as the:
- Salvagnini CNC Laser Cutter
- Amada Hydraulic Press Brake
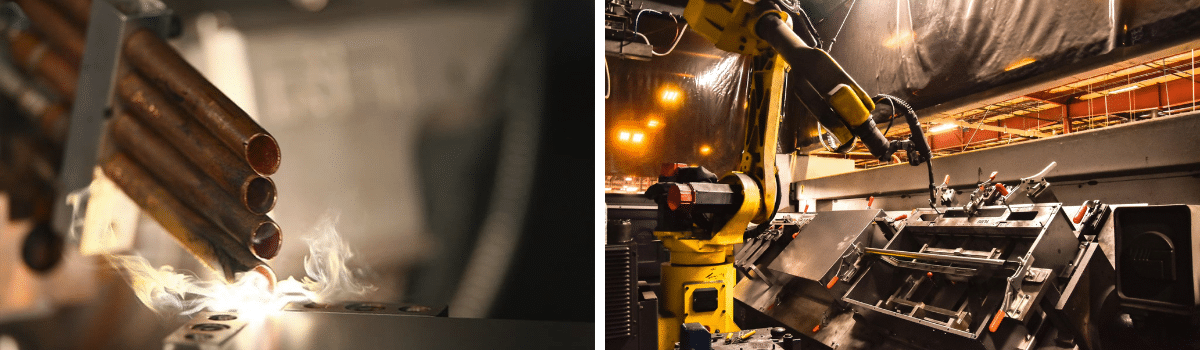
- Genesis Versa 4M Robotic Welding System
- & More
One of the questions people often ask is, do we need humans if automation and AI can do it instead? Jay answered: “We do because trained employees can make changes on the fly. There are so many variables to welding that even with the most advanced technology systems in place, you’ll get the best results with a well-trained operator at the helm.”






